




天津紧固件的外部原因有哪些?
1.没有正确的选择配件,在使用前需要先确认紧固件的机械性能能否满足自己的使用需求。另外,螺丝的长度应该选择恰当,旋紧后露出螺帽一两个牙距为益。
2.牙纹粗糙或有异物,如果有焊点或者其他金属屑夹在牙纹里也会导致紧固件的。
3.用力过大或上锁速度过快,尽可能选用扭力扳手或是套筒扳手,避免使用活动或电动扳手,原因是电动扳手常导致上锁速度过快,致使温度急速上升导致紧固件。
4.施力方向角度错误,紧固件的螺帽必须垂直于螺丝的轴线进行旋合,倾斜的旋合也可能是导致紧固件的原因。
5.未使用平、弹垫圈,垫圈能有效防止上锁过紧的问题。
对于清除精密螺丝上的一般污物用酸性清洗剂不是一种有效的方法,通常都用碱性清洗剂。对氧化皮等特殊附着物用酸清洗十分有效,有名的工艺是酸浸。除轧 制、焊接和热处理氧化皮层,影响电镀或油封质量的表面氧化物、生锈和腐蚀产物,以及水渍沉淀物都是可用酸去除。通常使用的有硫酸、盐酸、和柠檬酸、醋 酸等有机酸。对于高强度精密螺丝热处理前去磷化膜,目前主要使用的是前3种清洗工艺,但应防止氢的侵蚀。酸性剂应含有基础酸和防止侵蚀精密螺丝表面的缓蚀 剂,以及提高清除能力的表面活化剂。





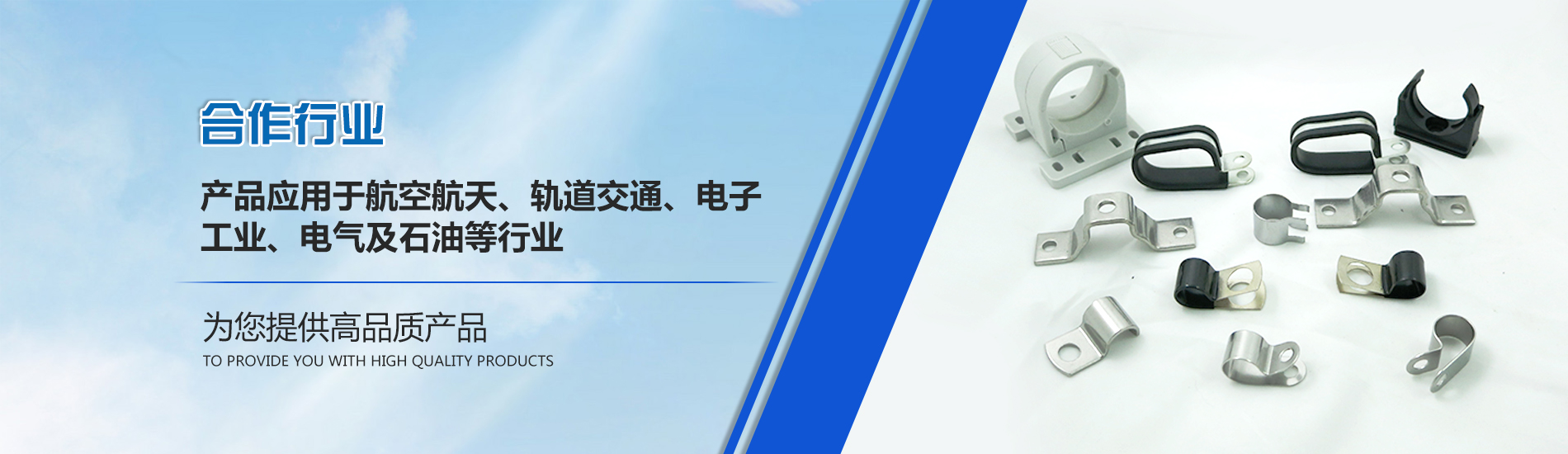
各种天津紧固件通常由冷镦钢来制作。从品种分类来说,紧固件所用的钢材除了普碳钢外,还有不锈钢、高温合金钢、铝镁合金、蒙乃尔合金等等。其中不锈钢和有色金属约占耗材总量的5%—7%,除此之外主要是冷镦线材。冷镦钢线材、盘条的钢种一般为低、中碳碳素结构钢和低合金钢。低碳冷镦钢主要用于冷镦螺母。螺栓、螺钉的用材主要以中碳钢(ML35和SWRCH35K)为主,经调质处理后达到8级和8级以上。
天津紧固件的制造可以是钢、有色金属、不锈钢、钛合金或者其他工程材料,加工方法可以是热加工、切削加工,但90%以上通过冷镦冷剂压加工,用该工艺制造的产品精度高、质量好、生产,中国的紧固件工业保持连续三年保持着两位数稳健的增长。虽然有色金属和复合材料的应用比重在逐年增加,但高强度紧固件所用钢材的作用是无法替代的。

天津紧固件使用中有哪些常见误区
一、以粗代细机器上的重要联接件,如传动轴、飞轴等,其螺栓多用细牙螺纹。当修理中缺件时,有人用粗牙螺栓替代。因为细牙螺栓内径较大,螺距和外角较小,具有强度高、自锁性能好等长处,接受冲击、振荡和交流载荷的能力强;用粗牙螺栓代用后,易松动或脱、拆断,形成机械事端。
二、孔隙不配机器上接受横向载荷和剪切力效果的螺栓(如传动轴螺栓、飞轮螺栓),它们与螺栓孔的合作为过渡合作,设备应健壮牢靠,又能接受侧向力。有人在设备中不注意查看,螺栓与螺栓孔之间呈现较大空隙时依然设备,成果发作螺栓松动或堵截事端。
三、加厚螺母一些人常过错地以为,加厚螺母能够添加螺纹的作业圈数,然后提高联接件的牢靠性,其实螺母越厚,各圈螺纹间的载荷散布越不均匀,越简单导致联接件松动。



 在线客服
在线客服 4008018881
4008018881 sales1@kt-flex.com
sales1@kt-flex.com


