




金属穿线管穿线方式详细说明 1、当管路较长或拐弯较多时,要在穿线的同时往管内吹入过量的滑石粉。导线根数较少时,例如2~3根导线,可将导线前端的绝缘层削掉,随后将线芯间接地拔出带线的盘圈里并折回压实,绑扎结实,使绑扎处组成一个平滑的锥形过渡位置。 2、当导线根数较多或导线截面比较大时,可将金属穿线管导线前端的绝缘层削掉,随后将线芯错开陈列在带线上,用绑线缠绕扎结实。使绑扎接头处组成一个平滑的锥形过渡位置,有利于穿线。相同交流控制回路的导线必须穿于相同管内。 3、不同控制回路、不同电压和交流与直流的导线,不可穿入相同管内,但以下几类情况除外:额外电压为50V以下的控制回路;同一个设备或同一个流水作业线设备的电力控制回路和无特殊防侵扰规定的控制回路;同个花灯的几个控制回路;同类型照明的几个控制回路;但管内的导线总量不可超过8根。






金属穿线软管接头的介绍及优点 金属穿线软管连接主要与金属管的外径的软管的内径有关,经过测量,胶皮管的内径是20mm,DN15的钢管外径为22mm,将金属管与胶皮管连接部分设计成椎体,椎体小径应小于20mm,以便轻松的插入外径为20的胶片管内,椎体的大径应大于22mm。 (1)中心管。中心管一头为1/2R的管螺纹,另一头是一个空隙椎体,中间有一个拉紧螺母用力支撑的直径较大的圆。 (2)压套。内径等于胶皮管外径,内部前端设计成喇叭形锥面,锥度与中心管锥体锥度相同,外部前端车普通螺纹,后部焊接两个手柄。 (3)拉紧螺母。拉紧螺母外部焊两个手柄,内部前端车普通螺纹,用于与压套连接。 金属穿线软管接头使用时,将拉紧螺母套入中心管带有螺纹一头,这一部分在将来使用中不再拆卸,将胶皮管穿入压套后用力套在中心管椎体上(可预先在锥面涂些黄油有利于胶管沿锥面前行,有利于密封,也有利于下次拆卸)。连接压套与拉紧螺母,在拉紧螺母的拉动下,压套推动胶管不断前行,压套与锥面的间隙不断减小,达到将胶管牢固的连接在中心管锥面上的目的。

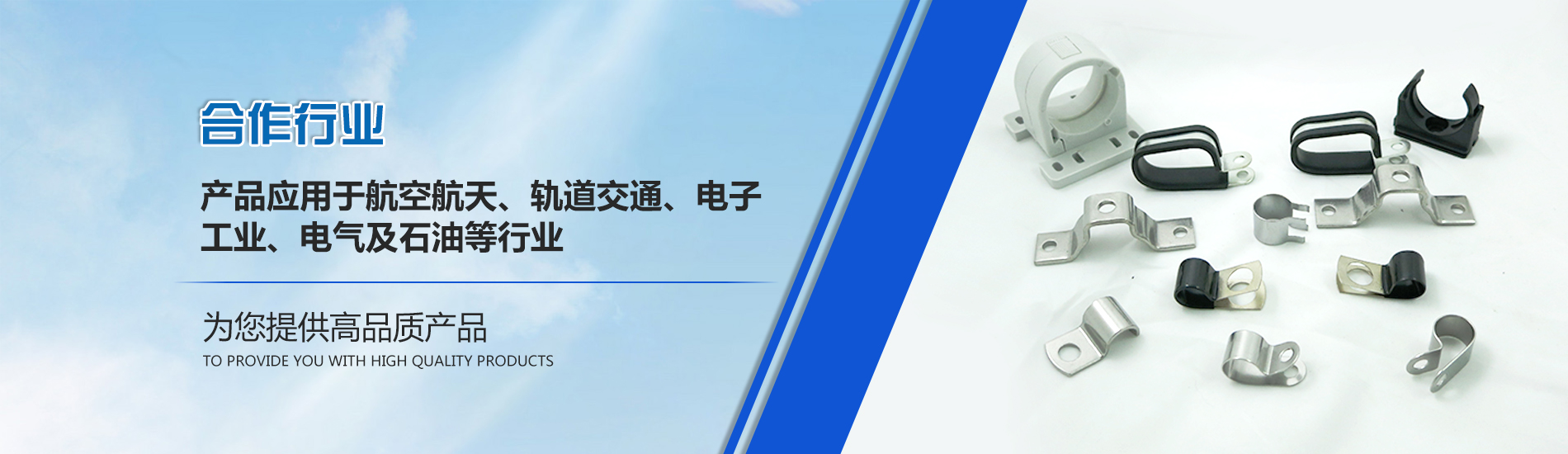
金属穿线软管的选型主要包括通径、连接型式、工作压力、温度修正、弯曲半径以及软管长度等参数的正确选取。通径、连接型式及工作压力直接取决于管路系统要求,一般不会有问题,值得一提的是在选择软管设计压力(应大于系统工作压力)时,不宜过高,因为随着软管的承压能力的提高,其弯曲能力却大大下降。温度修正及弯曲半径对产品来说是固定的,由厂家给出。而我们常常出问题的是金属穿线软管的长金属穿线软管,软管过长会引起失稳,增大流阻,以及附加的机械损伤及振动问题,软管过短可能达不到补偿、减振消除噪音等目的,还会造成弯曲应力过大,影响寿命。



 在线客服
在线客服 4008018881
4008018881 sales1@kt-flex.com
sales1@kt-flex.com


